Hi, I have a VTC-30 we have had since new 1998. One day it did a tool change without putting the tool it had in the spindle away! Wow broke 4 fingers and damaged my virgin table and ruined two end mills. The problem is the shaft the lever rides on that locks and unlocks the tool in the spindle. Mazak retains this shaft with a little sheet metal plate with very little contact in the shaft slot. The retainer plate wore out letting the shaft slide out of its mounting hole. I water-jet a new plate with 180 degrees of slot contact in the shaft, that will never happen again. I have 3 extra plates I will never need. If you P.M. me your address I will drop one in the mail to you. First three get them. Check your machine out all you have to do is remove the fiberglass cover and open an easy access plate to look at this. Looking at the machine it will be on the left side of the spindle. The retainer plate is held on with two cap screws.
↧
Mazak vtc owners
↧
Multiple parts from a short bar using shift on T plus
Need to run a couple hundred parts from 6061 2.5" tube 1" long. Very simple part, just a clean up on the OD and ID and part off to length but our SQT15 only has a 2" bore. Plan is to saw into maybe a 5.5" length to cut 4 pieces using a shift distance on the end line of the program.
Never used it but seems pretty straight forward to program, any tips or advise on this?
Not sure if we can get them to drop off without dinging them up too bad, so may have to leave a bit and snap them off by hand. If that is the case then on the end line do you simply mark no for continue?
Thanks in advance.
Never used it but seems pretty straight forward to program, any tips or advise on this?
Not sure if we can get them to drop off without dinging them up too bad, so may have to leave a bit and snap them off by hand. If that is the case then on the end line do you simply mark no for continue?
Thanks in advance.
↧
↧
Exceeding qt 15 diameter capacity: How to do it?
I've got to quote an aluminum clutch housing that is 16" od, 5" id, and 4" thick. Mostly hollow inside, like a big flat bottomed bowl. Was a casting they don't have anymore.
Has anyone cheated the max turning diameter by building special boring bars that attach via the od turning holders? Choking up on the od turning holders so that they cut a larger diameter than usual?
I might be able to get away with milling it complete, but it's a great lathe part, with milling after.
Advisable? Foolish? Does anyone have any good tips? What say you?
Thanks,
Grant
Has anyone cheated the max turning diameter by building special boring bars that attach via the od turning holders? Choking up on the od turning holders so that they cut a larger diameter than usual?
I might be able to get away with milling it complete, but it's a great lathe part, with milling after.
Advisable? Foolish? Does anyone have any good tips? What say you?
Thanks,
Grant
↧
CAM T-2 tool setting - auto set?
hey peoples,
Maybe a stupid question, but WTF does the "auto set" button in tool set do?
I've tried to use it and it did nothing. I was thinking that it might just bring tools close the their last offset measurement and recheck them, because i'm lazy and jogging the machine myself is way too involved :P
Thanks guys,
Maybe a stupid question, but WTF does the "auto set" button in tool set do?
I've tried to use it and it did nothing. I was thinking that it might just bring tools close the their last offset measurement and recheck them, because i'm lazy and jogging the machine myself is way too involved :P
Thanks guys,
↧
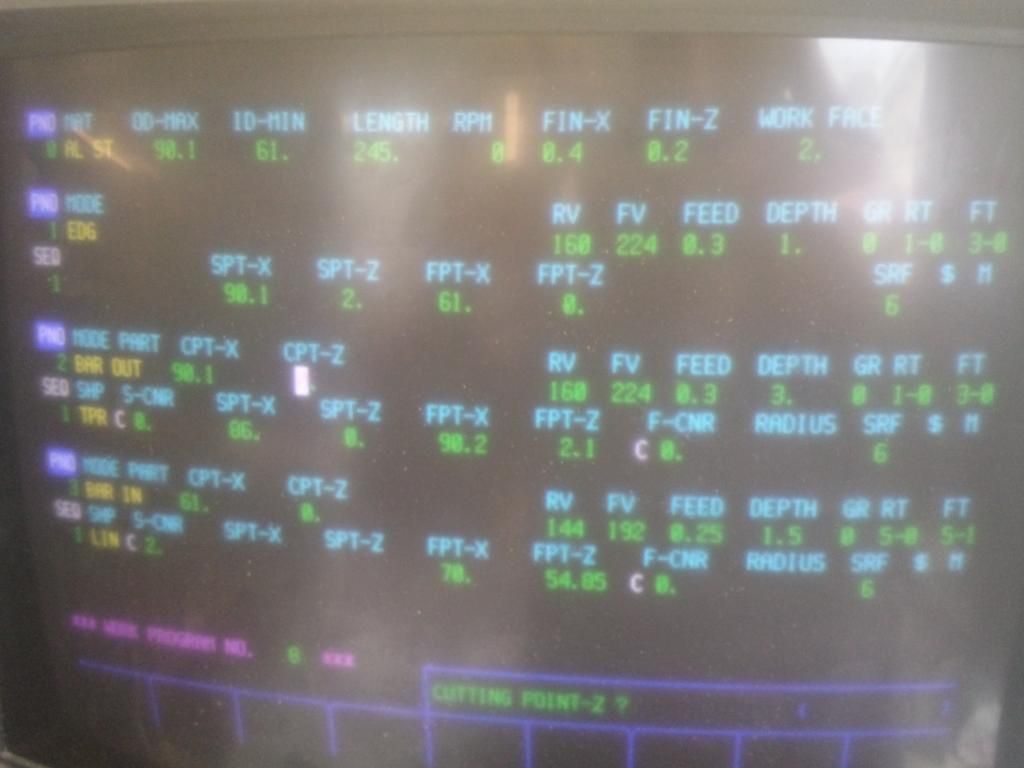
Illegal cutting point?
I don't get it, what's wrong with the cutting point at PNO2? CPT-Z is 0 btw... can't see it in the pic
![]()
↧
↧
Sqt18ms problems
So I finally got my machine up and running .... And I left it the night after getting it going and came back the next day that the turret was lower than when I left .... I've now come to realize that my turret is leaking hydraulic fluid and I'm guessing that is the reason my turret wAs lower because it lost pressure over night .... My jaws on my machine weren't hardly traveling when I stepped on the pedal.... Is this just some kind of seal that I can replace or am I going to have to call the repair guy up again.... I'm being bled dry and I have only been able to run one part ... Just a test part at that!!! PleAse someone tell me that it's a simple fix and something I can do myself .... The leak is right where the turret moves out to index .... Thanks in advance !!
↧
Mazak VCN 510-C motor encoder question
Greetings.
We are facing an issue with the spindle motor (Mitsubishi).
We have changed the bearings as we got an alarm
for spindle malfunction,
and as a result there is an error on the encoder.
When we try to rotate the spindle (even by hand)
we get immediately an alarm and emergency stop.
What I am looking for is some information on the encoder
of a sj-4-vks15-13zt motor.
Do they sell these separately or together with the whole motor?
Do I have to contact Mitsubishi or Mazak for this?
Any idea/suggestion?
Thanks a lot in advance
We are facing an issue with the spindle motor (Mitsubishi).
We have changed the bearings as we got an alarm
for spindle malfunction,
and as a result there is an error on the encoder.
When we try to rotate the spindle (even by hand)
we get immediately an alarm and emergency stop.
What I am looking for is some information on the encoder
of a sj-4-vks15-13zt motor.
Do they sell these separately or together with the whole motor?
Do I have to contact Mitsubishi or Mazak for this?
Any idea/suggestion?
Thanks a lot in advance
↧
Mazak Layout Unable alarm 851
Hi there,
I have a Mazak Multiplex 620 with Mazatrol T32-6.
I have a problem when I try to make a program in Mazatrol
With transfer the part from head 1 to head 2, I Am getting
Alarm 437, 651 or 851.All of then are LAYOUT UNABLE.
I already try this and it is not working: http://www.practicalmachinist.com/vb...-quirk-184332/
When I make a program to work with just one head there is no problem. Layout can be created and the program run.
Anyone that had this type of problem? . Appreciate any help.
I have a Mazak Multiplex 620 with Mazatrol T32-6.
I have a problem when I try to make a program in Mazatrol
With transfer the part from head 1 to head 2, I Am getting
Alarm 437, 651 or 851.All of then are LAYOUT UNABLE.
I already try this and it is not working: http://www.practicalmachinist.com/vb...-quirk-184332/
When I make a program to work with just one head there is no problem. Layout can be created and the program run.
Anyone that had this type of problem? . Appreciate any help.
↧
Mazak Integrex 35 ATC arm slide motor
Looking for a good ATC arm slide motor for a Mazak Integrex. The part number is R13QD002442. Anyone?
↧
↧
T32-6 with program alarm 651
I have this program and I Am getting layout unable 651 or 851. Same problem as the thread mazak layout unable alarm 851. I just created this in order to be able to post the complete program picture and some setups screen. I hope that somebody that have 2 spindles mazak machine can help. I need to get rid of this alarm.
I took a bad photo and process No. 5 is not seen in the photo of the program, but it is OK in the machine
PNo: Mode Setup-No. Head Spdl Push Chuck
5 TRS-BAR 1 2 1 1
I took a bad photo and process No. 5 is not seen in the photo of the program, but it is OK in the machine
PNo: Mode Setup-No. Head Spdl Push Chuck
5 TRS-BAR 1 2 1 1
↧
Blind hole broaching on Mazak NT 350 lathe
Hello all,
I am pretty new to the forum and I have found some very useful information on here so I hope someone out there can help! I am going to have to set up a 3/16" broaching tool in my Mazak NT 350 for blind hole broaching. The tool is made by razorform, and extends out from the tool holder about 4". I am going to be broaching a 1.5" long hole at .100" deep. The machine has x, y, and a locking c-axis. I am needing some help on how to identify the tool data. I know it will have to be a special tool, but any help on how to start will sure be appreciated. Also, I am quite sure this can't be done in mazatrol so if anyone has an example of a g-code program it would be much appreciated! I'll take what I can get!
THANKS!
I am pretty new to the forum and I have found some very useful information on here so I hope someone out there can help! I am going to have to set up a 3/16" broaching tool in my Mazak NT 350 for blind hole broaching. The tool is made by razorform, and extends out from the tool holder about 4". I am going to be broaching a 1.5" long hole at .100" deep. The machine has x, y, and a locking c-axis. I am needing some help on how to identify the tool data. I know it will have to be a special tool, but any help on how to start will sure be appreciated. Also, I am quite sure this can't be done in mazatrol so if anyone has an example of a g-code program it would be much appreciated! I'll take what I can get!
THANKS!
↧
Mazak with M32 control VMC won't read height offset in EIA NEED HELP
I am working on a MAZAK MTV 414/22 with a M32b control. Batteries went deat. Loaded the parameters from EPROM, Changed F93,ect all four the page says reading the bits from right to left with the furthest right being 0. The machine runs the first tool fine, changes tool and when it reaches the G43 line it goes straight up in Z. I am at a loss and mazak says they don't know either. Has anyone had this problem? I was going to write in the offsets using g10 but this machine doesn't read them correctly or I am not inputting them in correctly. I will say if I change the H offset on the second tool to the same as the first one the program runs fine it just seems to only run the tool that I "teach"ed the G54 with. Let me know if anybody can help
Chris
Chris
↧
Mazak with M32 control VMC won't read height offset in EIA NEED HELP
I am working on a MAZAK MTV 414/22 with a M32b control. Batteries went deat. Loaded the parameters from EPROM, Changed F93,ect all four the page says reading the bits from right to left with the furthest right being 0. The machine runs the first tool fine, changes tool and when it reaches the G43 line it goes straight up in Z. I am at a loss and mazak says they don't know either. Has anyone had this problem? I was going to write in the offsets using g10 but this machine doesn't read them correctly or I am not inputting them in correctly. I will say if I change the H offset on the second tool to the same as the first one the program runs fine it just seems to only run the tool that I "teach"ed the G54 with. Let me know if anybody can help
Chris
Chris
↧
↧
Speed and feed assistance for mazatrol vtc mill
Hi everyone I'm a noobie at mazatrol basically been teaching myself since the training at my place of employment is none existent basically I have a pretty good foundation on speeds and feeds for face mills and end mills but would like a good idea on drills and taps I know not to mess with feed on taps but cutting speed would be nice even if there's a good calculator someone knows about anything would be helpful thanks in advance
Bryan
Bryan
↧
How to reset LINKED MODE in Mzatrol T32-6
Hi there. I have a multiplex 620 with Mazatrol T32-6 and is happening to me that when I Am preparaing a complex program with transfers and sincronized movements; if for some reason I have to stop the program at any time whn the heads are sincronized, then I can not restart the auto cycle because the heads are linked.
I shut down the machine and start all over again. I think that should be a way to RESET the linked mode without shutting down the machine. Anyone here that could help?
I shut down the machine and start all over again. I think that should be a way to RESET the linked mode without shutting down the machine. Anyone here that could help?
↧
Need variable for M2 part counter.
OK, I finally have need to post a question. Mostly I just read thru the postings. I have a Mazak VQC 2040 and I am running EIA G code on it. Does anyone know how to activate the parts counter? I also run a 510C II and use #3901=#3901+1 for the part counter. Does not work on the M2 control. Does anyone know the varible on the M2 for the part counter?
Thanks in advance.
Thanks in advance.
↧
Setup problem for Multiplex 620
Hi there,
I Am new with the Multiplex and also for the programming. I am trying to run a program with transfer of piece between head and head 2. I have problem with the Setup. In the book say to establish the Z-Offset for head 1. Also calibrate all the tools involved.
I have this setup screen FOR HEAD 1
X 30 Z-OFFSET -356.000
Z0.8 C-offset 0.
for the transfer positions
No. Pno. Mode Head Z1 Z2 Sub Z-Offset C1 C2
1 5 TRS BAR 2 -411.967 -443.044 -488.585 0. 0.
2 6 TRS BAR 1 -255.811 -332.823 -76.049 0. 0.
For head 2 is al the same except that the Z-OFFSET is left "BLANK".
I do not know if something is wrong or missing because the machine stops the FEED as soon as the process No. 4 is finished. There is no movement but the spindle keeps rotating.
It does not perform the TRS BAR process.
I do not have any alarm, although I went to diagnosis and found the alarm 153 Z-Offset not found. But if I put any Z-offset value for the head 2 I go against the Manual and the coordinates go crazy. In this machine I changed the parameters from inches to mm. I do not know if have something to do with BARRIERS. I have to use BARRIER CANCEL all the time after I changed the parameters.
Somebody can help?. I attach some pictures.
I Am new with the Multiplex and also for the programming. I am trying to run a program with transfer of piece between head and head 2. I have problem with the Setup. In the book say to establish the Z-Offset for head 1. Also calibrate all the tools involved.
I have this setup screen FOR HEAD 1
X 30 Z-OFFSET -356.000
Z0.8 C-offset 0.
for the transfer positions
No. Pno. Mode Head Z1 Z2 Sub Z-Offset C1 C2
1 5 TRS BAR 2 -411.967 -443.044 -488.585 0. 0.
2 6 TRS BAR 1 -255.811 -332.823 -76.049 0. 0.
For head 2 is al the same except that the Z-OFFSET is left "BLANK".
I do not know if something is wrong or missing because the machine stops the FEED as soon as the process No. 4 is finished. There is no movement but the spindle keeps rotating.
It does not perform the TRS BAR process.
I do not have any alarm, although I went to diagnosis and found the alarm 153 Z-Offset not found. But if I put any Z-offset value for the head 2 I go against the Manual and the coordinates go crazy. In this machine I changed the parameters from inches to mm. I do not know if have something to do with BARRIERS. I have to use BARRIER CANCEL all the time after I changed the parameters.
Somebody can help?. I attach some pictures.
↧
↧
QT8 x axis wil not cut. Need help
I am having a problem this morning getting a part to run. I have a bar stop at the beginning of the program, that will process just fine.
When the next (and I have tried three of the four tools) tool comes in it moves to the X position to make the first facing pass and just sits there.
There are no alarms. I have looked at tool offsets and tool data info. Nothing jumps out as wrong. We even erased the program and reprogrammed it.
Any help would be appreciated.
Thanks,
Michael
When the next (and I have tried three of the four tools) tool comes in it moves to the X position to make the first facing pass and just sits there.
There are no alarms. I have looked at tool offsets and tool data info. Nothing jumps out as wrong. We even erased the program and reprogrammed it.
Any help would be appreciated.
Thanks,
Michael
↧
'84 QT20, T1 powering itself off randomly.
Sunday I was indicating some crappy part in on the lathe, and it just powered off... The turret dropped and squished my indicator...
Powered it back on, and it powered off, then again, then again... Then it was fine, then it powered off again.... Then it was fine
for a few hours and then it did it one more time later on... Haven't needed it since...
When it did happen, nothing special was happening... No thunderstorms(that I saw), never dropped out in a cut.. If there was some funky
power surge it didn't effect any other machines or computers, or the TV... If there was a short power blip the TV is usually the
first to shut off.... I won't discount the power blip.. It is summer time, and there is a thunderstorm somewhere close almost constantly.
Anyways... My plan is to run her here again and see if it happens again.....
What I'm asking is if there is a common failure or common point(crappy relay?) that would make this happen? Before I start chasing power
wires and swapping breakers, all the while hoping to not dig deeper into the machine.
Powered it back on, and it powered off, then again, then again... Then it was fine, then it powered off again.... Then it was fine
for a few hours and then it did it one more time later on... Haven't needed it since...
When it did happen, nothing special was happening... No thunderstorms(that I saw), never dropped out in a cut.. If there was some funky
power surge it didn't effect any other machines or computers, or the TV... If there was a short power blip the TV is usually the
first to shut off.... I won't discount the power blip.. It is summer time, and there is a thunderstorm somewhere close almost constantly.
Anyways... My plan is to run her here again and see if it happens again.....
What I'm asking is if there is a common failure or common point(crappy relay?) that would make this happen? Before I start chasing power
wires and swapping breakers, all the while hoping to not dig deeper into the machine.
↧
Spindle Alarm Mazak Micro Mill V5
Hello, I have a 1984 Mazak V5
24 ATC with Fanuc 6M control
Machine has been a work horse for my shop for over a year.
However recently I've been getting a red light display under spindle and machine malfunction, no alarm codes but it turns the spindle off.
I press machine "on" beside the display and it restarts but only for a short time.
I know the Mazaks are sensitive with oil levels. The spindle requires DTE Lite24.
Im faithful with changing and topping fluids on the work center.
Sometimes I can get through 5 short (4min) cycle times until it alarms out again.
Any thoughts on what the problem could be??
24 ATC with Fanuc 6M control
Machine has been a work horse for my shop for over a year.
However recently I've been getting a red light display under spindle and machine malfunction, no alarm codes but it turns the spindle off.
I press machine "on" beside the display and it restarts but only for a short time.
I know the Mazaks are sensitive with oil levels. The spindle requires DTE Lite24.
Im faithful with changing and topping fluids on the work center.
Sometimes I can get through 5 short (4min) cycle times until it alarms out again.
Any thoughts on what the problem could be??
↧