So my shop recently just got a brand new QT250MY. We're a mazatrol shop, I'm mostly familiar with an older SQT with a T+ controller and my coworker runs an integrex with the matrix.
We were setting up our first real part on the new lathe, nothing overly complex. Tried to turn the OD with a few steps and corner radii. Tool Data is all described correctly, CNMG holder with 95*/80* cutting and edge angles with a .031" nose radius.
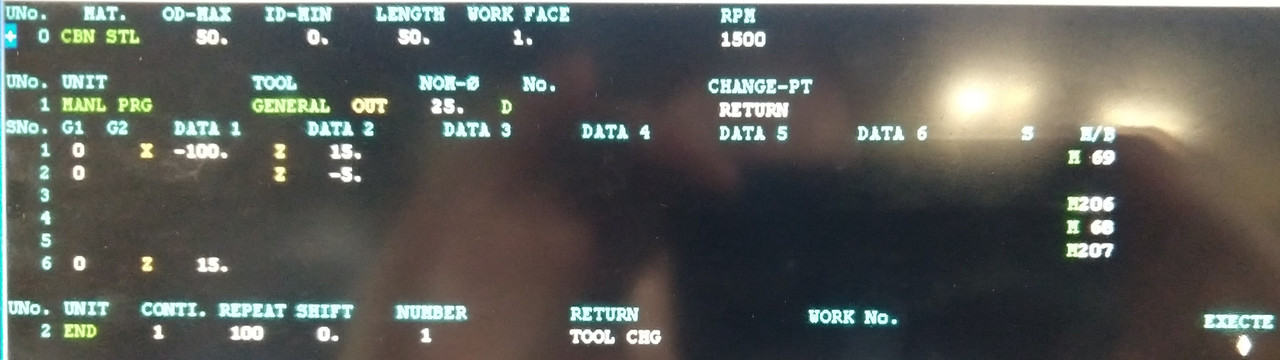
This picture is two processes copied from our big program. 2.75" stock that is roughed down to 1.6" in a different Unit, then we come back to rough the rest of it. The thing is in the second process in the picture, if the .031" is entered in the nose radius on the tool data page, the cutter is comp'd 2xTNR in X and actually travels further in Z than it is programmed. Enter 0 for the TNR and it fixes the X axis comp problem, but does not fix the Z axis overrun issue, might change the amount, but it still overruns. The real kicker is the amount that it overruns in Z can be adjusted higher by increasing the amount in the X axis finish allowance or lower by reducing the allowance in X. 0 X allowance would usually leave it overrunning .003" or whatever the Z allowance was.
Already emailed and called the Mazak applications engineer and he finally saw the same issue we were having once he got his simulation going. We eventually figured out that increasing the X axis cutting point would change the overrun amount as well, 1.605" was no change, 1.650" overrun went from .014" down to .00015", and 1.7" would get it to run correctly.
Mazak engineer figured this out shortly after us, and after confirming it worked for us basically said we could run it like that cutting a bit of air. Said he reported the issue to our local Mazak coordinator and that they would look into it...
We're still stumped as to what is truly going on, but I don't want to have to proof every coordinate in the virtual simulation before running parts to make sure our brand new machine is working right. With the cutting point set to 1.6 in X it would run just fine, no alarms, it just gouges the face of shoulder on the part and scraps it, so that's great...
Just curious if anyone has run into similar issues or not, this brand new lathe has a new issue every week it seems and is getting exhausting. Big ass burrs all over brand new Mazak $1200 part off holders, tight spots in brand new milling head bearings, stick holders with corner radii so large I have to hit my insert holders on the belt sander just to make them fit right, X axis way covers that bind up and bend themselves the first time it goes to centerline, and now the software just decides to run tools wherever it wants...
Our 20 year old SQT with the T+ runs programs similar to this one with zero issues.
![]()
Sent from my moto g(7) using Tapatalk